いよいよ製品の作成です。
もう一度、メス型の内側(製品の表面になります)を点検して下さい。
問題がなかったら、”メス型編2”の要領で離型処理を施します。離型ワックスを3~4回
塗り--乾燥--ふき取りを繰り返し、ボパールを塗り、さらに乾燥させます。
私の場合、エポキシ樹脂を使う場合はボパールの工程は省略します。
その代わりワックス工程を増やし、最後のふき取りはピカピカにふき取らずにそーっと
なでる程度にしておきます。
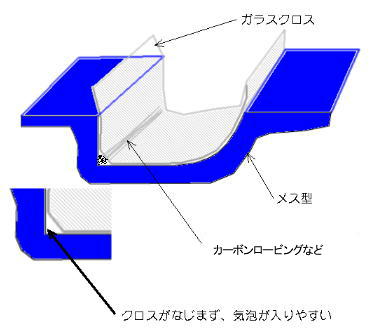
メス型の準備が出来たら、ガラスクロスの厚さ、プライ数、補強のしかた、場所などを
予め決めておきます。
ガラスクロスのプライ数、暑さは直接製品の強度や重量に関係してきます。
使用目的にあったプライ数を選んで下さい。
ちなみに、マイクログラス1枚と100gのガラスクロス一枚でHLGのポッドとして
問題なく使える強度の物が出来ます。100gの物をもう一枚増やすと、モーターグライダー
やスロープでも使える様な物が出来ます。
また、最後に積層したクロスの目が製品の”模様”になります。
マイクログラス--100gと積層しますと、100gの目が全体の模様となります。
その後から部分的にマイクログラスなどを貼ると、そこだけマイクログラスの目に
なります。
補強はカーボンロービングとカーボンクロスを使用しました。入れる場所は私の場合、片側に
2本づつカーボンロービングを、開口部になる場所の一番幅が広くなるところにフィンガーバー
穴の補強をかねてカーボンクロスを入れました。
カーボンロービングは平たくしごかず、曲げ強度がでるように”かまぼこ型”に整形します。
製作方針が決まりましたら、ガラスクロスを一度メス型に沈め、製品より20ミリほど大きく
なるサイズを求め、カットします。積層する他のガラスクロスも同じサイズにカットしておきます。
また、カーボンロービングやカーボンクロスも使用するサイズにカットしておきます。
エッジ部分の多い型の場合、エッジ部分に気泡が入り抜けづらかったり、樹脂だけたまって
弱くなったりしますので、カーボンロービングを一番外側先に入れると良いでしょう。
私のポッドのエッジ部分は外側からカーボンロービング--ガラスクロス--カーボンロービング
となっています。若干強度は落ちますが、エロージル
(ガラスパウダー)を使ったパテを使う手もあります。
製品編2
準備が整えば、ポリエステル樹脂(エポキシ樹脂)を20cc程混合します。
メス型の内側を点検した後(くどいようですが髪の毛やゴミがあった場合、樹脂に取り込まれて
製品に残ってしまいます。 記念にはなりますけど..)一番外側になるマイクログラスを
型に沈めて中央部分から樹脂を刷毛で塗り広げます。あまり強くこすると繊維がよれてしまいますので
加減しながら伸ばします。
先端やエッジ部分など型になじみにくい場合は必要に応じて切り込みを入れます。
一枚目が型になじんだら、2プライ目のガラスクロスを置いていきます。2枚目は最初、樹脂を
付けず、1枚目の余分な樹脂を吸い出すつもりで刷毛でなじませていきます。
足りない部分には樹脂を塗りますが、樹脂の量はクロスの織り目がつぶれない程度で充分です。
ガラスクロスが全てなじんだら、カーボンロービング、カーボンクロスなどの補強部品を貼り付け、
硬化を待ちます。ポリエステル樹脂はゲル化が気温にもよりますが、15分程で始まります。
それまでに、今までの作業を済ませる必要があります。
エポキシ樹脂はもう少し足が遅いです。